






Vijesti
 Dom / Vijesti / Vijesti o industriji / Vodič za strojeve za kovačku prešu: vrste, snaga, troškovi, odabir
Dom / Vijesti / Vijesti o industriji / Vodič za strojeve za kovačku prešu: vrste, snaga, troškovi, odabir Vodič za strojeve za kovačku prešu: vrste, snaga, troškovi, odabir
 2026.03.13
2026.03.13
 Vijesti o industriji
Vijesti o industriji
Što najbolje radi stroj za kovanje
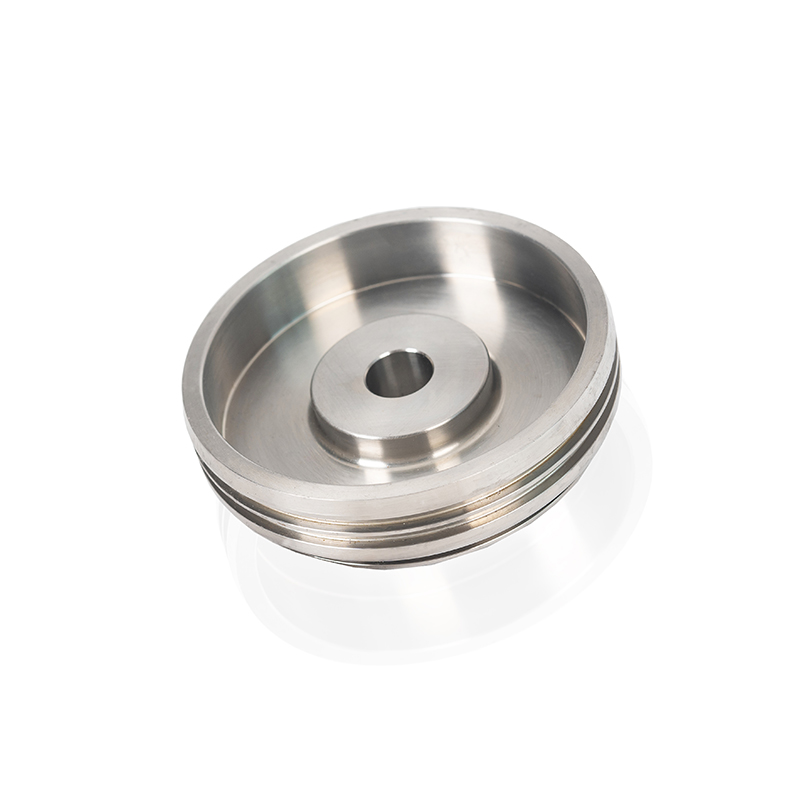
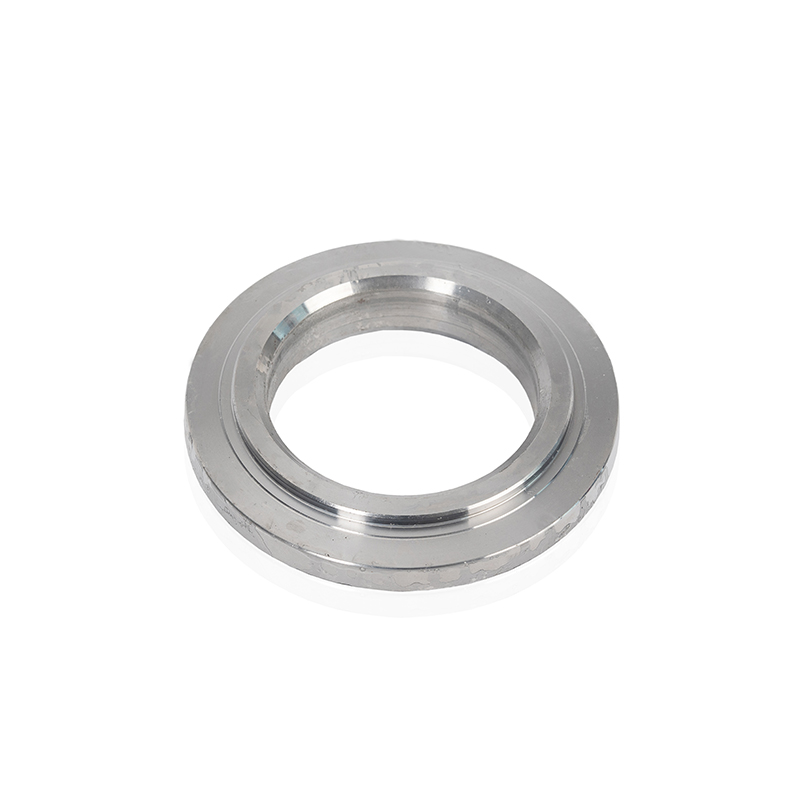
Stroj za kovanje koristi se za oblikovanje zagrijanog ili hladnog metala primjenom kontrolirane sile pritiska i to je obično pravi izbor kada dio treba visoku čvrstoću, ponovljive dimenzije i bolji unutarnji protok zrna nego lijevane ili potpuno strojno obrađene komponente . U praktičnoj tvorničkoj uporabi, preša je poželjna za osovine, prirubnice, prstenove, prazne zupčanike, spojne dijelove i strukturne komponente koje moraju nositi velika opterećenja ili otporne na zamor.
U usporedbi s opremom za kovanje koja se temelji na udaru, preša postupnije primjenjuje silu. Ta sporija deformacija operateru daje veću kontrolu nad protokom metala, poboljšava punjenje matrice na mnogim oblicima i često smanjuje rizik od površinskih pukotina na većim radnim komadima. Za dijelove s uskim procesnim prozorima, putanju preše često je lakše standardizirati kroz serije.
Za većinu kupaca glavno pitanje nije može li stroj za kovanje oblikovati metal, već ima li stroj pravo tonaža, hod, dnevna svjetlost, brzina, sustav kalupa i razina automatizacije za namjeravani dio obitelji. Njihov pravilan odabir ima izravan učinak na učinak, vijek trajanja matrice, stopu otpada i trošak energije po dijelu.
Kako radi stroj za kovanje
Stroj stvara silu putem mehaničkog, hidrauličkog ili servo-hidrauličkog pogonskog sustava. Cun se pomiče okomito kako bi sabio gredicu između otvorenih matrica ili zatvorenih matrica za otiskivanje. Tijekom ove deformacije, metal teče u željeni oblik dok okvir preše, sustav vođenja i alati održavaju poravnanje.
Glavne faze procesa
- Izrežite trupac ili čep na ciljni volumen
- Zagrijte materijal ako se koristi vruće kovanje
- Prenesite materijal u set kalupa
- Primijenite silu kroz jedan ili više predoblikovanih i završnih poteza
- Izrežite bljesak, probušite, odredite veličinu ili novčić ako je potrebno
- Ohladite, pregledajte i pošaljite dijelove na toplinsku obradu ili strojnu obradu
U vrućem kovanju čelične gredice obično ulaze u prešu na gruboj razini 950°C do 1250°C , ovisno o leguri i procesu procesa. Na tim temperaturama, opterećenja oblikovanja znatno opadaju, ali kontrola kamenca, podmazivanje, vrijeme prijenosa i temperatura kalupa postaju kritični. Kod hladnog kovanja temperature su puno niže, točnost dimenzija se može poboljšati, ali potrebna opterećenja oblikovanja naglo rastu.
Vrste kovačkih preša
Najbolji tip stroja ovisi o geometriji dijela, obujmu proizvodnje, stupnju materijala i potrebnoj brzini ciklusa. Neusklađenost ovdje može dovesti do sporog izlaza, nestabilnog oblikovanja ili pretjeranog održavanja matrice.
| Vrsta | Kako se sila isporučuje | Najbolje odgovara | Tipični kompromis |
|---|---|---|---|
| Hidraulična preša | Puna tonaža dostupna kroz udarac | Veliki dijelovi, duboko oblikovanje, fleksibilna kontrola hoda | Obično sporije vrijeme ciklusa |
| Mehanička preša | Sila raste blizu dna zaveslaja | Proizvodnja velikih količina s kraćim ciklusima | Manje fleksibilan profil hoda |
| Vijčana preša | Energetsko oblikovanje s kontroliranim udarom | Precizno kovanje i teški slučajevi za punjenje kalupa | Usklađivanje energije je procesno osjetljivo |
| Servo-hidraulička ili hibridna preša | Programabilna kontrola pokreta i pritiska | Mješovita proizvodnja i optimizacija procesa | Veći kapitalni trošak |
Upotreba otvorenih i zatvorenih kalupa
Preša za kovanje s otvorenim kalupom obično se koristi za velike osovine, blokove, prstenove i prilagođene izratke male količine. Zatvorena preša prikladnija je za ponovnu proizvodnju gdje šupljina definira konačni oblik. Rad sa zatvorenim kalupima zahtijeva strožu kontrolu gredica i održavanje kalupa, ali obično daje mnogo bolju produktivnost po operateru.
Ključne specifikacije koje određuju izvedbu
Stroj za kovanje ne bi trebao biti odabran samo na temelju nominalne tonaže. Dvije preše s istom navedenom silom mogu raditi vrlo različito ako se razlikuju duljina hoda, brzina pristupa, krutost okvira ili prostor matrice.
Najvažniji parametri stroja
- Tonaža: najveća sila oblikovanja koju stroj može primijeniti
- Hod: kretanje klina, što utječe na oblikovanje prozora i postavljanje alata
- dnevno svjetlo: maksimalni otvoreni razmak između bata i kreveta
- Visina zatvaranja: minimalna radna visina za ugradnju matrice
- Brzina rama: brzine prilaza, prešanja i povratka koje utječu na vrijeme ciklusa
- Veličina kreveta i vodiči: kritičan za izgled matrice i stabilnost poravnanja
- Snaga i potrošnja energije: utječe na operativne troškove i planiranje komunalnih usluga
Kao grubi industrijski raspon, strojevi za kovanje preše mogu se kretati od nekoliko stotina tona za manje precizne dijelove do 5.000, 10.000 ili više od 50.000 tona za vrlo velike primjene kovanja. Viša klasa obično je povezana s teškom industrijskom infrastrukturom, velikim otkovcima za zrakoplovnu i svemirsku industriju ili specijaliziranim postrojenjima za otvaranje kalupa.
Kako odabrati pravi stroj za kovanje
Najpouzdanija metoda odabira je krenuti od dijela, a ne od kataloga strojeva. Materijal, projektirana površina, omjer deformacije, temperatura, složenost kalupa i godišnja proizvodnja trebaju definirati specifikaciju tiska.
Praktični popis za odabir
- Definirajte obitelj dijelova prema materijalu, težini i maksimalnoj projektiranoj površini.
- Procijenite potrebnu silu oblikovanja sa sigurnosnom marginom za varijaciju legure i trošenje kalupa.
- Provjerite hod, dnevno svjetlo i visinu zatvaranja u odnosu na stvarne dimenzije niza matrica.
- Uskladite brzinu cilindra s metodom zagrijavanja, vremenom prijenosa i prozorom za podmazivanje.
- Pregledajte potrebe za automatizacijom kao što su utovar trupaca, prijenos, rezanje i istovar.
- Izračunajte učinak po satu i usporedite ga s godišnjom potražnjom, a ne samo s vršnom potražnjom.
- Procijenite opterećenje temelja, prostor hidrauličke jedinice, vodu za hlađenje i električni kapacitet.
Na primjer, tvornica koja proizvodi srednje prirubnice od ugljičnog čelika u nekoliko tisuća komada mjesečno može dati prednost mehaničkom ili brzom hidrauličkom sustavu sa stabilnom izmjenom matrice i integracijom podrezivanja. Radionica koja proizvodi prevelika okna u malim serijama često će dobiti više od sporijeg, ali upravljivijeg hidrauličkog stroja za kovanje s izdašnom dnevnom svjetlošću i podrškom za rukovanje.
Tipične primjene i realistični primjeri proizvodnje
Vrijednost stroja za kovanje preše najlakše je vidjeti u primjenama gdje je mehanička pouzdanost važnija od niskih početnih troškova oblikovanja. Kovanje obično poboljšava usmjerenu strukturu zrna i smanjuje unutarnje diskontinuitete u usporedbi s mnogim alternativnim putovima.
| Kategorija dijela | Tipični cilj procesa | Zašto je preša korisna |
|---|---|---|
| Vratila i osovine | Čvrstoća i otpornost na zamor | Kontrolirana redukcija i dobra unutarnja konsolidacija |
| Zupčanici i glavčine | Near-net predforma prije strojne obrade | Bolja ponovljivost i manji otpad materijala |
| Prirubnice i prstenovi | Dimenzijska stabilnost pod opterećenjem | Dosljedno oblikovanje kroz serijsku proizvodnju |
| Konstrukcijske spojnice | Visoka pouzdanost nosivosti | Poboljšan protok metala u kritične dijelove |
Korisna proizvodna metrika je omjer kupnje i proizvodnje ili kupnje i završetka, što znači koliko je početnog materijala potrebno u odnosu na konačnu težinu strojne obrade. Kada stroj za prešu za kovanje stvara bližu predformu, strojna obrada u nastavku može značajno pasti. U nekim dijelovima obitelji, čak i a 10% do 20% smanjenja uklonjenog materijala može proizvesti značajnu godišnju uštedu kada se uključe troškovi legure, vrijeme stroja i trošenje alata.
Operativni troškovi, održavanje i učinkovitost
Otkupna cijena samo je dio ekonomske slike. Stroj za prešu za kovanje treba procijeniti prema godinama korištenja matrice, potrošnji energije, rezervnim dijelovima, podmazivanju, upravljanju hidrauličnom tekućinom i neplaniranim zastojima.
Glavni pokretači troškova
- Naknade za električno opterećenje i vršnu potražnju
- Trošenje matrice, učestalost popravka i potrošnja matrice
- Učinkovitost zagrijavanja gredica i gubitak kamenca
- Upotreba i čišćenje podmazivanja
- Hidrauličke brtve, pumpe, ventili i stanje filtracije
- Zastoji uzrokovani istrošenošću vodilice ili pomakom poravnanja
Disciplina održavanja izravno utječe na kvalitetu dijelova. Male promjene zazora vodilice mogu smanjiti poravnanje matrice, a loša čistoća hidrauličkog ulja može skratiti vijek trajanja ventila i pumpe. Postrojenja koja prate kontaminaciju uljem, paralelizam cilindara, temperaturu matrice i stabilnost ciklusa obično imaju niže stope otpada od postrojenja koja reagiraju tek nakon što se pojave kvarovi.
Sigurnosne i instalacijske točke koje se ne smiju zanemariti
Stroj za kovanje kombinira vrlo veliku silu, zagrijani metal, pokretni alat i često automatizirani prijenos. Sigurna instalacija stoga je pitanje proizvodnje, a ne samo pitanje sukladnosti. Loša zaštita ili slabo planiranje protoka materijala može smanjiti vrijeme rada koliko i povećati rizik.
Kritične zaštite
- Fizička zaštita oko područja putovanja i prijenosa ovnova
- Isprepletena pristupna vrata i krugovi za zaustavljanje u nuždi
- Provjera stezanja matrice prije početka proizvodnje
- Temperaturno sigurni alati za rukovanje vrućim trupcima i kovanim dijelovima
- Provjere temelja i sidrenja na vibracije i prijenos opterećenja
Prije ugradnje potvrdite opterećenje poda, zahtjeve za jamu, razmak od stropa, električnu uslugu, rashladnu vodu, komprimirani zrak i raspored ispušnih plinova. Veliki stroj za kovanje može stvoriti skupa kašnjenja ako se sučelje zgrade tretira kao naknadna misao.
Uobičajene greške pri kupnji
Mnoge skupe pogreške proizlaze iz fokusiranja samo na najveću snagu. Preša može imati dovoljnu tonažu na papiru, ali još uvijek ne može isporučiti stabilnu proizvodnju ako je ciklus prespor, prostor matrice premalen ili je rukovanje materijalom loše integrirano.
- Odabir tonaže bez provjere projektirane površine i stvarnog slijeda oblikovanja
- Zanemarivanje vremena izmjene matrice u izračunima ukupne učinkovitosti opreme
- Podcjenjivanje potražnje za komunalnim uslugama i troškova temelja
- Kupnja fleksibilnog stroja za posao koji stvarno treba brzinu i automatizaciju
- Kupnja brzog stroja za posao koji stvarno treba dugu kontrolu hoda
Završni unos
Najbolji stroj za prešu za kovanje je onaj koji odgovara stvarnom opterećenju oblikovanja, ovojnici kalupa, ciljnom ciklusu i metodi rukovanja dijelovima koje planirate proizvesti . U većini slučajeva to znači procjenu tonaže zajedno s hodom, brzinom, dnevnom svjetlošću, automatizacijom i operativnim troškovima, a ne tretiranje kapaciteta sile kao jedine točke odlučivanja.
Ako su cilj jaki, ponovljivi kovani dijelovi s skalabilnom proizvodnjom, dobro usklađena preša može smanjiti otpad, poboljšati dosljednost dimenzija i smanjiti napor strojne obrade. Ako je stroj predimenzioniran, nedovoljno specificiran ili loše integriran, te iste prednosti puno je teže postići.










Naši proizvodi prvenstveno uključuju proizvodnju krivotvorenih komponenti za automobilsku industriju, industriju građevinskih strojeva, industriju industrijske instrumente i industriju fluidne opreme. Uključite proizvođače dijelova i davatelji rješenja za kovane komponente u Kini.
Veze proizvoda
Kontaktirajte nas
-
Address:Br. 5 Junrong Road, grad Daitou, grad Liyang, provincija Jiangsu, Kina
-
Tel:+86-18112316383
