






Vijesti
 Dom / Vijesti / Vijesti o industriji / Kovanje nehrđajućeg čelika po narudžbi: vrste, postupci i vodič za dobavljače
Dom / Vijesti / Vijesti o industriji / Kovanje nehrđajućeg čelika po narudžbi: vrste, postupci i vodič za dobavljače Kovanje nehrđajućeg čelika po narudžbi: vrste, postupci i vodič za dobavljače
 2026.05.27
2026.05.27
 Vijesti o industriji
Vijesti o industriji
Nehrđajući čelik ima ugrađenu prednost u odnosu na obični ugljični čelik: minimalni sadržaj kroma od oko 10,5% uzrokuje stvaranje oksidnog sloja koji se sam popravlja kad god je površina izložena kisiku. Kovanje dalje koristi tu prednost. Primjenom tlačne sile na povišenim temperaturama, proces pročišćava unutarnju strukturu zrna, zatvara poroznost i proizvodi kontinuirani tok zrna koji slijedi konturu gotovog dijela. Rezultat je komponenta koja je mjerljivo jača i otpornija na zamor od one proizvedene lijevanjem ili strojnom obradom od šipke—a s prilagođenim kovanjem od nehrđajućeg čelika, svaka geometrijska varijabla i varijabla materijala može se prilagoditi točno onome što aplikacija zahtijeva.
Zašto je kovanje bolje od lijevanja i strojne obrade nehrđajućeg čelika
Lijevanje uvodi praznine skupljanja, segregaciju i nasumičnu strukturu zrna koja je izotropna—što znači da su mehanička svojstva otprilike jednaka u svim smjerovima, što zvuči dobro dok ne shvatite da se opterećenja u stvarnom svijetu rijetko primjenjuju jednako u svim smjerovima. Strojna obrada od šipke ili ploče je čišća, ali reže preko linija zrna, umjesto da ih prati, smanjujući čvrstoću na zamor pri koncentracijama naprezanja kao što su kutovi i provrti.
Kovanje po narudžbi rješava oba problema. Tlačna deformacija usmjerava protok zrna duž geometrije dijela—oko ruba prirubnice, niz osovinu, kroz tijelo ventila—tako da je metal najčvršći upravo tamo gdje je naprezanje najveće. Raste vlačna čvrstoća, granica razvlačenja i otpornost na udar , često za 20-30% u usporedbi s ekvivalentnim lijevanim ili strojno obrađenim dijelovima. Za komponente koje rade pod cikličkim opterećenjem, pritiskom ili korozivnim medijima, ta se marža izravno pretvara u produljeni vijek trajanja i smanjene troškove zamjene.
Oksidni sloj koji nehrđajućem čeliku daje otpornost na koroziju također je ojačan kovanjem. Deformacijom se zatvaraju defekti na površinskoj razini koji bi inače djelovali kao početna mjesta za rupičastu ili pukotinsku koroziju, a naknadna toplinska obrada može se precizno odrediti kako bi se pasivni film optimizirao za ciljno okruženje.
Odabir odgovarajuće vrste nehrđajućeg čelika za vaše kovanje
Odabir ocjene jedina je odluka koja najviše utječe na učinak i trošak. Mogućnost kovanja, otpornost na koroziju i mehanička svojstva značajno se razlikuju među obiteljima. Pogledajte a potpuni vodič za materijale za kovanje, vrste i izbor za dubinsku analizu obitelji legura; tablica u nastavku sažima najčešće kovane vrste nehrđajućeg čelika i njihove primarne slučajeve uporabe.
| Ocjena | obitelj | Ključne karakteristike | Tipične primjene |
|---|---|---|---|
| 304 / 304L | Austenitni | Dobra opća otpornost na koroziju, izvrsna sposobnost oblikovanja | Prerada hrane, sanitarna oprema, općenito industrijsko |
| 316 / 316L | Austenitni | Dodatak molibdena poboljšava otpornost na kloride i kiseline | Pomorstvo, kemijska obrada, farmacija, tijela ventila |
| 410 / 420 | martenzitni | Visoka tvrdoća nakon toplinske obrade, umjerena otpornost na koroziju | Osovine pumpi, ventili, alati za rezanje, pričvršćivači |
| 2205 Duplex | Duplex | Veća granica razvlačenja od 316L, izvrsna otpornost na klorid SCC | Oprema za naftu i plin, desalinizaciju, celulozu i papir |
| 2507 Super Duplex | Super Duplex | Maksimalna otpornost na koroziju, vrlo visoka čvrstoća | Podmorske komponente, agresivna kemijska usluga |
| 17-4 PH | Precipitacijsko otvrdnjavanje | Visoka čvrstoća, dobra otpornost na koroziju, stvrdnjavanje starenjem | Zrakoplovstvo, obrana, mehaničke komponente visokog opterećenja |
Za komponente za rukovanje tekućinama gdje je pucanje uslijed korozije uzrokovano naponom klorida problem, 316L je minimalno održiv izbor; dvostruke kvalitete vrijede dodatnih troškova materijala kada su uvjeti rada agresivni. Pogledajte naše Tijelo armature od kovanog nehrđajućeg čelika 304L i 316L kao praktičan primjer kako se odabir stupnja usklađuje sa zahtjevima primjene u proizvodnim dijelovima.
Prilagođeni otvoreni kalup naspram zatvorenog kovanja: koji postupak odgovara vašem dijelu
Oba procesa započinju grijanom gredicom od nehrđajućeg čelika, ali idu vrlo različitim putevima do gotove geometrije.
Otvoreno kovanje koristi matrice s ravnim ili jednostavnim konturama koje ne obuhvaćaju u potpunosti obradak. Operater manipulira gredicom između poteza preše kako bi postigao željeni oblik. To čini proces vrlo fleksibilnim za velike, teške ili geometrijski jednostavne dijelove—prstenove, diskove, osovine, blokove—gdje je gotovo neto oblik manje kritičan od strukturalnog integriteta. To je preferirani put za proizvodnju male do srednje količine i za predimenzionirane komponente gdje bi ulaganje u alate za zatvorene matrice bilo previsoko.
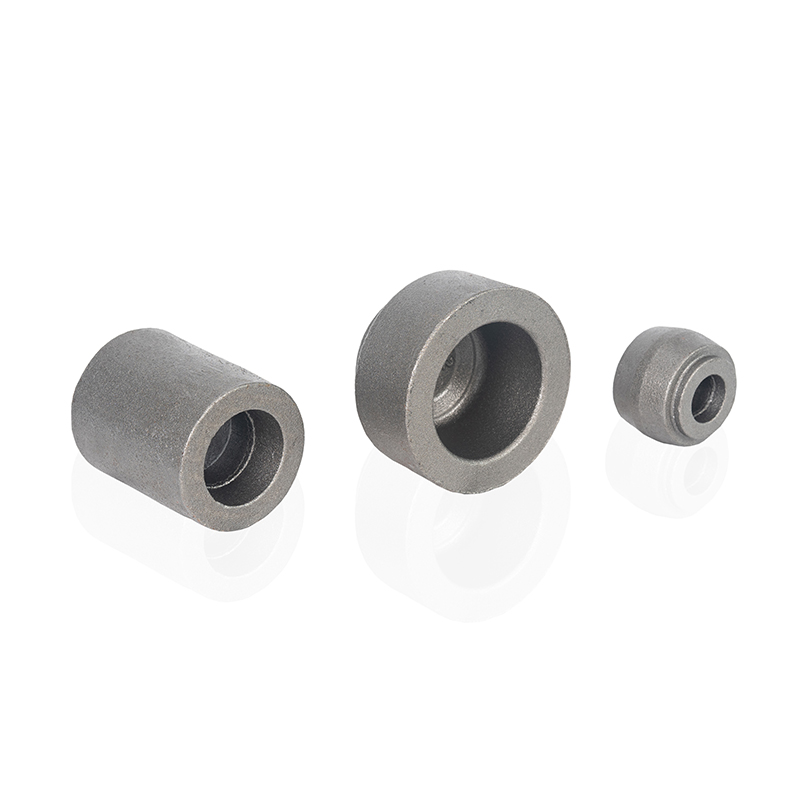
Zatvoreno kovanje (također nazvano kovanje kalupa za otiskivanje) koristi usklađene matrice koje sadrže šupljinu u preciznom obliku gotovog dijela. Metal ispunjava šupljinu pod pritiskom, stvarajući uske dimenzijske tolerancije i izvrsnu konzistenciju površine. Ovaj proces odgovara složenim geometrijama, velikim količinama proizvodnje i dijelovima gdje se sekundarna strojna obrada mora svesti na najmanju moguću mjeru—kućišta ventila, prirubnice, komponente prijenosa i kućišta instrumenata uobičajeni su primjeri.
Odluku između njih dvoje pokreću tri varijable: složenost geometrije dijela, potrebna dimenzijska tolerancija i projektirani volumen. Iskusni partner u kovanju procijenit će sva tri prije nego što se posveti dizajnu alata, što izravno utječe i na cijenu po dijelu i na vrijeme isporuke.
Ključne industrije i primjene prilagođenih otkovaka od nehrđajućeg čelika
Kombinacija čvrstoće, otpornosti na koroziju i fleksibilnosti dizajna čini kovani nehrđajući čelik zadanim izborom u svakom okruženju gdje je kvar skup - bilo da se mjeri u zastoju opreme, sigurnosnom riziku ili kontaminaciji proizvoda.
- Nafta, plin i energija: Tijela ventila, impeleri pumpi, komponente kompresora i priključci na ušću bušotine rade pod visokim tlakom iu kontaktu s korozivnim proizvodnim tekućinama. Duplex i super duplex tipovi dominiraju ovim sektorom.
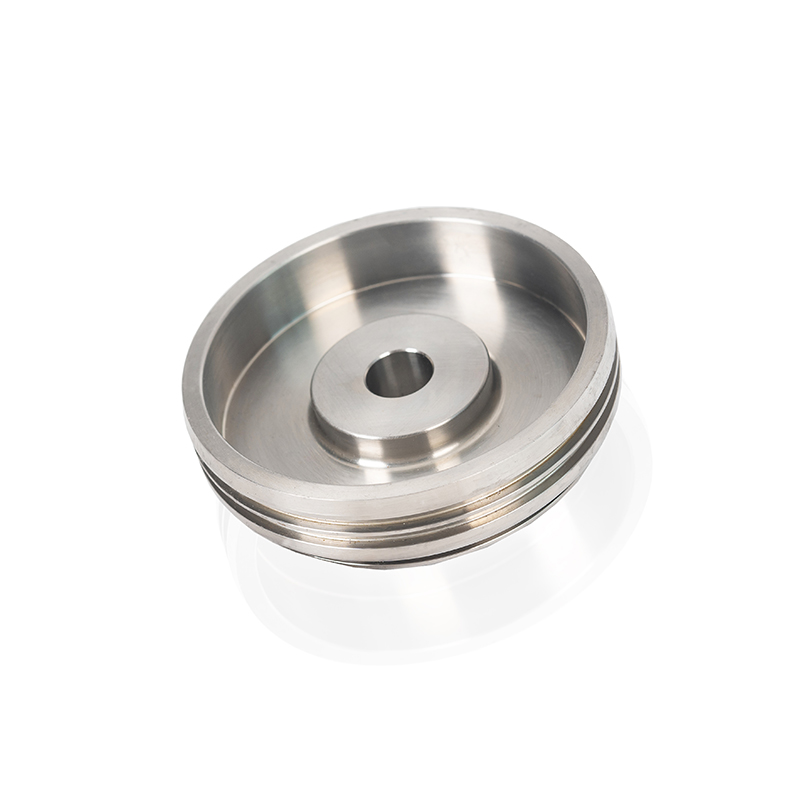
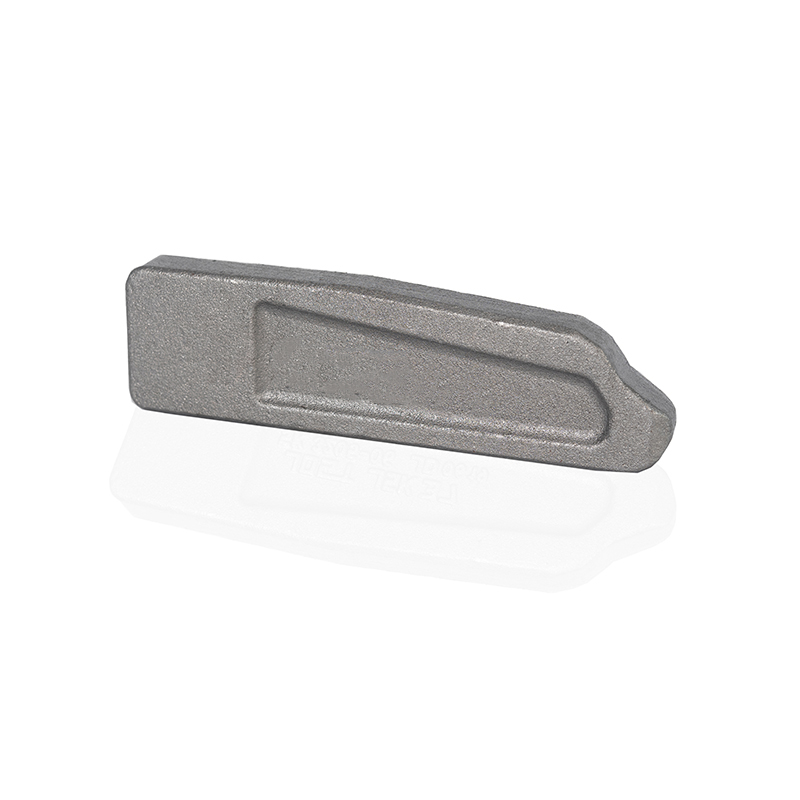
- Oprema za rukovanje tekućinama i proces: Prilagođeni otkovci koriste se u svim sustavima pumpanja i ventila. Proizvodi poput kovani dijelovi vretena i zatezača opruge od nehrđajućeg čelika za fluidnu opremu i čepovi ventila i komponente ventila od nehrđajućeg čelika pokazati raspon preciznih dijelova koji se mogu postići kontroliranim kovanjem.
- Industrijska instrumentacija: Tijela transmitera tlaka, kućišta senzora i prirubnice s udaljenim brtvama zahtijevaju preciznost dimenzija i cjelovitost površine kako bi se održale nepropusne brtve pod cikličkim pritiskom. Austenitni stupnjevi su ovdje standardni zbog svojih nemagnetskih svojstava.
- Inženjerski i građevinski strojevi: Mehaničke komponente za velika opterećenja - kuke, pogonske spojke, elementi mjenjača - imaju koristi od superiorne otpornosti na zamor kovanih nehrđajućih lijevanih alternativa, posebno u vanjskim ili morskim okruženjima.
- Hrana, piće i lijekovi: Sanitarne armature i procesne komponente moraju ispunjavati stroge standarde čistoće. Glatka površina bez grešaka kovanog 304L ili 316L eliminira mjesta nakupljanja bakterija koja može stvoriti poroznost u odljevcima.
- Marine i offshore: Hardver, pričvrsni elementi i strukturni priključci izloženi morskoj vodi zahtijevaju otpornost na kloride koju samo 316L ili dvostruki nehrđajući otkovci pouzdano isporučuju tijekom predviđenog životnog vijeka.
Standardi kvalitete i sukladnost
Nabavu kovanih komponenti od nehrđajućeg čelika treba uvijek uspoređivati s utvrđenim industrijskim standardima. ASTM A473 je primarna specifikacija koja regulira otkivke od austenitnog, dupleksnog, feritnog i martenzitnog nehrđajućeg čelika za opću uporabu i rad na niskim ili visokim temperaturama. Definira granice kemijskog sastava, zahtjeve mehaničkih svojstava, postupke toplinske obrade i protokole ispitivanja napetosti na temelju težine dijelova. Dobavljači koji rade prema ovom standardu moraju dokazati sljedivost od sirovog materijala do gotovog kovanja. Možete pregledati puni opseg specifikacije izravno na Standardna specifikacija ASTM A473 za otkivke od nehrđajućeg čelika stranici.
Osim standarda materijala, kupci svjesni kvalitete trebali bi potražiti certifikat ISO 9001 kao dokaz dokumentiranog sustava upravljanja kvalitetom, zajedno s mogućnošću inspekcije treće strane uključujući ultrazvučno testiranje, inspekciju penetrantima i izvješćivanje o dimenzijama. Za komponente koje sadrže tlak, može se zahtijevati usklađenost s PED (Direktiva o tlačnoj opremi) ili ekvivalentna regionalna potvrda.
Sljedivost materijala—mogućnost povezivanja bilo kojeg isporučenog otkovaka s određenom toplinom čelika uz potpunu certifikaciju tvornice—ne može se pregovarati u reguliranim industrijama. Pitajte potencijalne dobavljače kako dokumentiraju i održavaju ovaj lanac nadzora prije naručivanja.
Što tražiti kod dobavljača otkivaka od nehrđajućeg čelika po narudžbi
Nisu sve kovačnice jednake kada je u pitanju nehrđajući metal. Legura je znatno teža za obradu od ugljičnog čelika, zahtijeva više temperature kovanja i osjetljivija je na dizajn matrice i podmazivanje. Dobavljač bez predanog iskustva s nehrđajućim metalima proizvest će nedosljedne rezultate - pukotine na površini, varijacije dimenzija ili neadekvatno usitnjavanje zrna - koji postaju vidljivi tek nakon što su dijelovi u upotrebi.
Ocijenite kandidate prema ovim kriterijima:
- Raspon materijala: Mogu li kovati specifičnu vrstu koja vam je potrebna, uključujući duplex ili taložno stvrdnjavajuće legure? Potvrđena sposobnost s certifikatima mlina pri ruci vrednija je od dugog popisa materijala na web stranici.
- Inženjerska podrška: Sposoban dobavljač trebao bi biti u mogućnosti pregledati vaš crtež, savjetovati o postavljanju linije razdvajanja matrice, kutu nacrta i uštedi materijala kroz skoro neto oblikovanje. Ovaj inženjerski dijalog u fazi citiranja sprječava kasnije skupe revizije.
- Vlastita strojna obrada i dorada: Dobavljači koji mogu kovati i strojno obraditi u jednom pogonu smanjuju rukovanje, skraćuju vrijeme isporuke i održavaju dimenzionalnu odgovornost od kraja do kraja.
- Kvalitetna dokumentacija: Potpuna sljedivost materijala, zapisi o toplinskoj obradi, izvješća o mehaničkim ispitivanjima i podaci o inspekciji dimenzija trebali bi biti standardni isporučeni proizvodi, a ne dodaci.
- Kapacitet i vrijeme isporuke: Za prilagođene programe, potvrdite raspon tonaže preše, tipična vremena proizvodnje i je li prototip alata dostupan prije nego što se posvetite potpunom ulaganju u proizvodni alat.
Za detaljan okvir za usmjeravanje procesa ocjenjivanja dobavljača, pogledajte naš resurs na kako procijeniti i odabrati dobavljača metalnih kovanja po narudžbi . Pravi proizvodni partner smanjuje ukupne troškove vlasništva—a ne samo jediničnu cijenu—isporukom dijelova koji rade kako je navedeno, prema planu, s dokumentacijom koju zahtijeva vaš sustav kvalitete.









Naši proizvodi prvenstveno uključuju proizvodnju krivotvorenih komponenti za automobilsku industriju, industriju građevinskih strojeva, industriju industrijske instrumente i industriju fluidne opreme. Uključite proizvođače dijelova i davatelji rješenja za kovane komponente u Kini.
Veze proizvoda
Kontaktirajte nas
-
Address:Br. 5 Junrong Road, grad Daitou, grad Liyang, provincija Jiangsu, Kina
-
Tel:+86-18112316383
